| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 山东 |
| 品牌 | 正强 |
| 材料 | 圆钢 |
| 范围 | 轧辊钢【304不锈钢管】生产基地位于【聊城】,供应范围覆盖福建省 福州市、厦门市、泉州市、漳州市、龙岩市、宁德市、南平市、莆田市、三明市 延平区、顺昌县、蒲城县、光泽县、松溪县、政和县、邵武市、武夷山市、建瓯市、建阳区等区域。 |


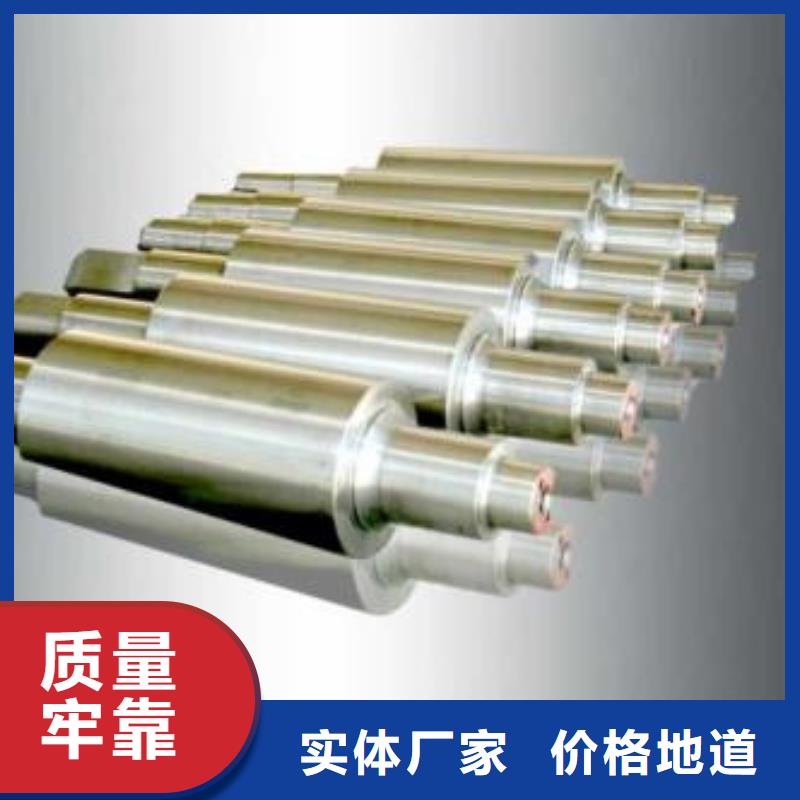
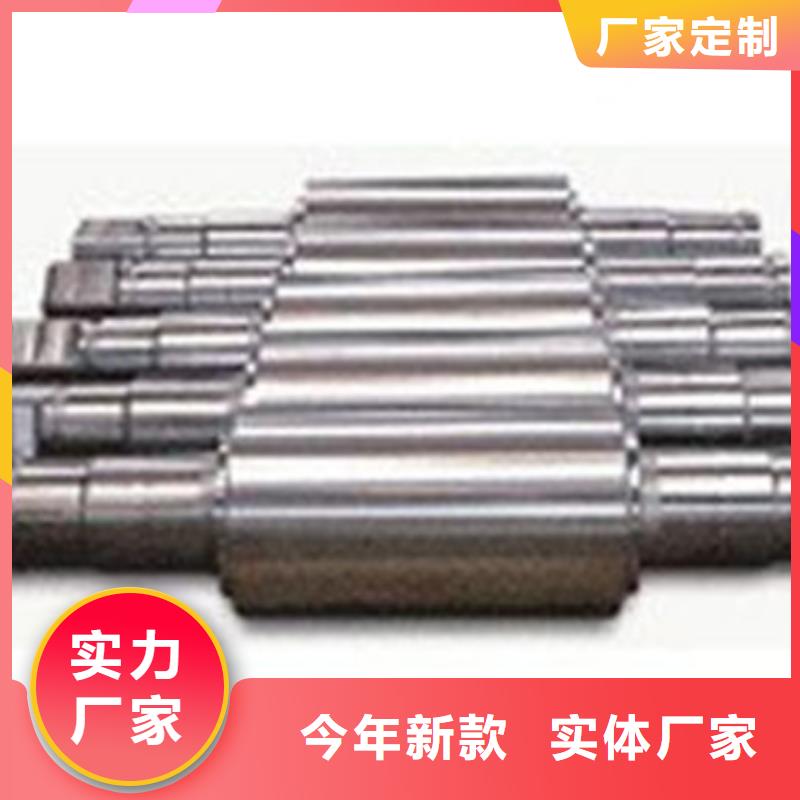
轧辊是轧机的重要部件,按照轧机类型可分为领带轧机轧辊、型钢轮机扎辊和钢管轧机轧辊三大类。
板带轧机轧辊的辊身呈圆柱形,热乾板带轧辊的辊身凹,当受热膨胀时,可保持较好的扳形;冷轧板带轧辊的辊身呈凸,当它受力弯曲时可保证良好扳形;型钢轧机轧辊的辊身上有轧槽,根据型钢轧制工艺要求,安排孔型。钢管轧制中采用斜轧原理轧制的轧辊有圆锥形、腰鼓形或盘形。
轧辊按辊团硬度可分为:
(1)软辊;肖氏硬度约为30一40,用于开坯机、大型型钢轧机的租轧机等。
(2)半硬辊:肖氏硬度约为40一60,用于大型、中型、小型型钢轧机和钢板轮机的租轧机。
(3)硬面辊:肖氏硬度约为60一85,用于薄板、中板、中型型钢和小型型钢轧机的稿轧机及四辊轧机的支撑辊。



9、冷轧机工作前应补充给冷却液、润滑液。
10、经常检查轧辊组,轧片是否松动。
11、装换辊片时需将两组轧辊头分离一定距离,并且每组辊片之间应有一定间隙后才可装取轧辊组。
12、润滑剂、冷却液应经常补足。
13、每次更换轧辊片时,应清洗机架及轧辊组进出孔内的铁屑等杂物。
14、作业中避免钢筋打结或乱线。
一、是正确判断使用次数。高速钢轧辊两次磨削之间的使用次数,取决于每次下机后辊面氧化膜和粗糙度保持状况。在正常情况下,前段机架可使用3次~7次,后段机架可使用2次~4次,CPC高速钢轧辊甚至可以使用10次以上。
二、是利用辊面探伤手段避免轧辊失效事故。高速钢轧辊下机后须立即进行水冷或空冷,确保下次使用前热膨胀。高速钢轧辊易萌生热裂纹,如遇轧制异常停机须要立即更换高速钢轧辊。为了避免轧辊剥落等失效事故,轧辊冷却后应采用超声波探伤仪进行辊面裂纹检测。


新物通物资(南平市分公司)以优良的品质,丰富的 钢板厂家、12Cr18Ni9不锈钢管、316L不锈钢管、注浆管产品种类,为客户创造价值
业务范围:公司业务涉及各种特种 钢板厂家、12Cr18Ni9不锈钢管、316L不锈钢管、注浆管,更有强大的技术团队提供符合各国标准的 钢板厂家、12Cr18Ni9不锈钢管、316L不锈钢管、注浆管。
包装方式:可选常规包装,中性包装,木箱包装
合作方式:对于长期批量客户,可选择来料加工 ,或者共同探讨更具价值的合作方法。




导致轧辊使用中易发生剥落。因此,如何确定在给定的工艺条件下V和Nb复合添加的 比例,控制产生粗大的NbC,提高轧辊中W和Mo含量,确保高速钢红硬性和耐磨性,同时还要高速钢轧辊偏析,是离心铸造高速钢轧辊生产中急待解决的问题。
此外,高速钢轧辊离心铸造过程中,离心机转速对轧辊使用性能也有明显影响。研究发现,随着离心机转速的增加,轧辊组织致密,硬度提高,磨损量减少,耐磨性不断改善,但转速过高,轧辊耐磨性提高不明显,反而增加了动力消耗和加剧合金元素偏析。为了改善高速钢复合轧辊的结合层质量,我国科学家发明了高速钢复合轧辊多层浇注工艺,轧辊自外向内依次为高速钢工作层、芯部材料组成的中间层1、中间层2、芯部1和芯部2。离心浇注工作层后,降低转速分别浇注中间层1和中间层2,然后再次降低转速至200-350 rpm浇注芯部1,关闭动力自由减速并浇注芯部2。该发明复合高速钢轧辊,


名片")